


Lost foam casting (also known as solid casting) is a new casting method in which paraffin or foam models similar in size and shape to the casting are bonded and combined into a model cluster, coated with refractory paint and dried, then buried in dry quartz sand and vibrated for molding. Under negative pressure, the casting is poured to vaporize the model, and the liquid metal occupies the position of the मॉडल. ठोसीकरण आ शीतलन के बाद, कास्टिंग बनल अछि.
खोया फोम कास्टिंग के फायदा
ढलाई उच्च परिशुद्धता छै आरू एक नया प्रक्रिया छै जेकरा म॑ लगभग कोनो भत्ता आरू सटीक रूप छै. ई प्रक्रिया के लेलऽ मोल्ड हटाबै के आवश्यकता नै छै, नै छै, नै छै सतह, आरू कोनो रेत के कोर. अतः, कास्टिंग म॑ कोनो फ्लैश, बर, या ड्राफ्ट कोण नै होय छै, आरू कोर संयोजन के द्वारा उत्पन्न आयामी त्रुटि क॑ कम करै छै.
ढलाई केरऽ सतह खुरदरापन RA3.2 स॑ 12.5μm. क॑ ढलाई केरऽ आयामी सटीकता CT7 स॑ CT9. तलक पहुँची सकै छै, अधिकतम मशीनिंग भत्ता 1.5 स॑ 2mm होय सकै छै, जे यांत्रिक प्रसंस्करण केरऽ लागत क॑ काफी कम करी सकै छै । पारंपरिक रेत कास्टिंग विधि कें तुलना मे, इ यांत्रिक प्रसंस्करण समय कें 40% सं 50% तइक कम कयर सकय छै.
डिजाइन लचीला अछि, कास्टिंग के संरचनात्मक डिजाइन के लेल पर्याप्त स्वतंत्रता प्रदान करैत अछि. बेहद जटिल कास्टिंग के फोम प्लास्टिक के मोल्ड शीट के संयोजन सं कास्ट कएल जा सकैत अछि.
पारंपरिक कास्टिंग मे कोनो रेत के कोर नहिं अछि, तें अशुद्ध रेत के कोर आकार या अशुद्ध कोर प्लेसमेंट के कारण बनल कास्टिंग के असमान देबाल के मोटाई नहिं होयत जेना कि पारंपरिक रेत कास्टिंग में.
स्वच्छ उत्पादन, मोल्डिंग रेत मे कोनो रासायनिक बाइंडर नहि, फोम प्लास्टिक कम तापमान पर पर्यावरण के लेल हानिरहित अछि, आ उपयोग कएल गेल बालू के रिकवरी दर 95% सं बेसी अछि. सं बेसी अछि.
निवेश आ उत्पादन लागत कम करू, ढलाई के रिक्त के वजन के हल्का करू, आ एकटा छोट मशीनिंग भत्ता .
खोया फोम कास्टिंग प्रक्रिया प्रवाह
1. फोम प्लास्टिक वाष्पीकरण मोल्ड (मैनुअल, यांत्रिक) बनाते हैं;
2. फोम प्लास्टिक वाष्पीकरण करैत अछि, आ मोल्ड के मिला कए सुखायल जाइत अछि.
3. फोम प्लास्टिक गैसीकरण मोल्ड के सतह के रिफ्रेक्ट्री पेंट के साथ लेपित आ छिड़काव के बाद, एकरा फेर सं सुखायल जाइत अछि (ई पूर्ण रूप सं सूखय पड़त).
4. विशेष रूप स डिजाइन कैल गेल रेत बॉक्स कए तीन-आयामी स्पंदन तालिका पर राखू.
5. बेस रेत (शुष्क रेत) भरू, ओकरा संकुचित करू आ ओकरा समतल करू.
6. सूखल फोम प्लास्टिक वाष्पीकरण मोल्ड कें आधार रेत पर राखू, ओकरा प्रक्रिया आवश्यकताक कें अनुसार रेत भरय मे विभाजित करूं, ओकरा स्वचालित रूप सं एकटा निश्चित समय अवधि कें लेल कंपन करूं, आ फेर बॉक्स कें खुलनाय कें समतल करूं.
7. रेत के बक्सा के खुलने के प्लास्टिक फिल्म के साथ ढकें, ओकरा पर डालने कप रखें, और संकुचन के बाद ओकरा नकारात्मक दबाव प्रणाली. से जोड़ा, पिघलल स्टील का ढकल होता है. फोम प्लास्टिक वाष्पीकरण मोल्ड गायब हो जाता है और पिघलना धातु अपने स्थान लेता है.
8. कास्टिंग के ठोस करला के बाद, वैक्यूम छोड़ू आ बॉक्स के ऊपर घुमाउ. कास्टिंग के बाहर निकालू आ अगिला चक्र पर आगू बढ़ू.
बालू उपचार प्रक्रिया प्रवाह
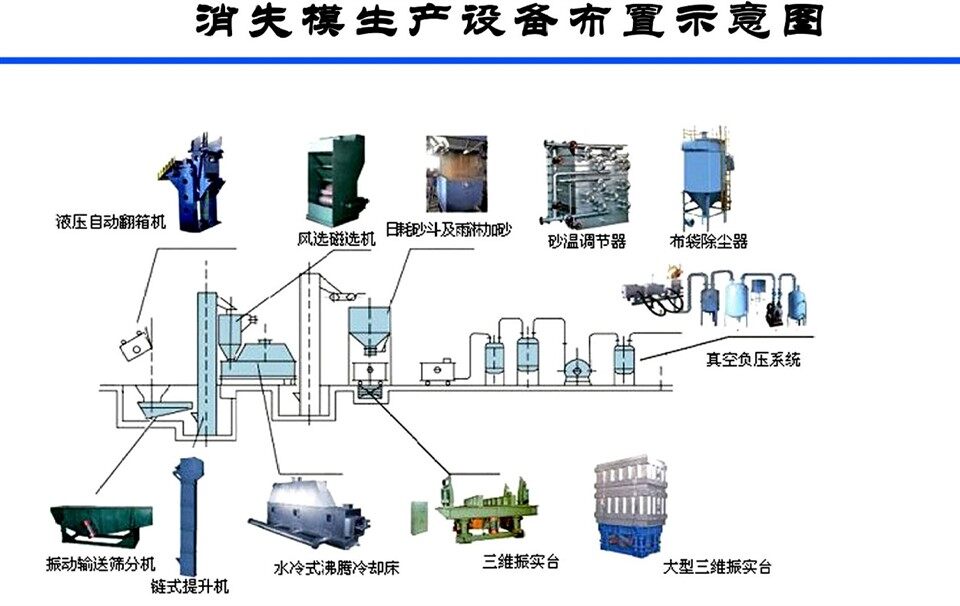
बॉक्स फ्लिपिंग मशीन रेत के डिब्बा, रेत आ कास्टिंग के ऊपर घुमाबैत अछि → रेत रेत के ड्रॉप हॉपर में प्रवेश करैत अछि (कैस्टिंग्स के क्रेन आ क्रॉस-स्पैन फ्लैट कार द्वारा दूर परिवहन कयल जाइत अछि) → रेत के मात्रात्मक गेट वाल्व → वाइब्रेटिंग संप्रेषण डबल-स्टेज स्क्रीन → कोनो {2} प्लेट चेन के लिफ्ट के कोनो {2} प्लेट चेन के लिफ्ट के कोनो {2} नै {2} एलिवेटर (गर्म रेत उठाने) → द थ्रू मैग्नेटिक सेपरेटर → no. 1 संक्रमण रेत सिलो → रेत मात्रात्मक गेट वाल्व → no. 3 प्लेट चेन लिफ्ट गर्म रेत उठाने → no. 1 रेत तापमान नियामक (9 समूह) → रेत के न कोनो {9} बकेट ऊंचीर (9) बकेट 11. समूह) → रेत मात्रात्मक गेट वाल्व → no. 5 बाल्टी लिफ्ट → no. 1 बेल्ट कन्वेयर → no. 2 बेल्ट कन्वेयर → हल प्रकार अनलोडर → no. 2 रेत सिलो और no{17}} एकीकृत रेत सिलो.
संक्रमण रेत साइलो क॑ रेत खस॑ के प्रक्रिया के दौरान NO. 1 रेत के तापमान नियामक. के सामने रखलऽ जाय छै, रेत खसय के बिंदु स॑ संक्रमण स॑ क्षेत्र के क्षेत्र स॑ उपकरणऽ के पूरा रेखा के सुचारू संचालन क॑ सुविधाजनक बनाबै लेली क्षेत्र खुललऽ रहै छै.





